
접합시공순서 [2]
- 테이크업(Take-up) 위치를 결정, 크램프를 고정확인한 후 벨트 양끝을 포갠다.
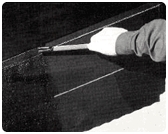
- 접합표준 치수를 참조하여 중심선, 스탭길이(S), 밴드부(K), 각도(0.3B)를 아래 그림과 같이 재단선을 그린다.
-
벨트의 양접합부분을 포갠후 상대편 접합부의 귀부의 스탭길이(S), 밴드부(K), 각도(0.3B)를 표시 한후 재단선을 그린다.
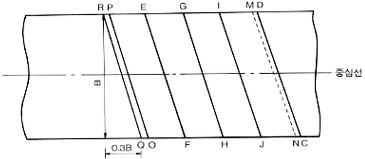
- 재단선 CD(접합각도선)를 자른다.
-
밴드부 재단
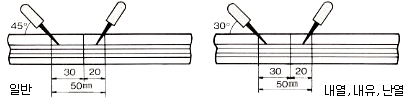
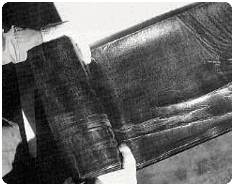
벨트의 종류에 따라 상기 그림과 같이 재단선 RQ, MN를 칼질한다. 칼질할 때 심체에는 절대 손상이 없게 오직 카버고무만 잘라야 한다.
- PO는 1포층, EF는 2포층, GH는 3포층, U는 4포층까지 칼날을 벨트와 수직으로 칼질하여 자른다.
- 상, 하밴드부의 카버고무를 벗켜낸다.
- 필러(Peeler)를 이용하여 접합단면도와 스텝형으로 벗겨낸다.
-
상대 접합부도 동일하게 진행한다.

-
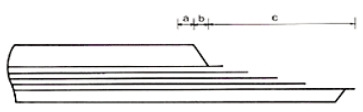
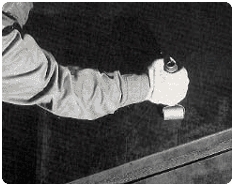
접합부의 스텝면 a 및 b부분은 샌드페이퍼(Sand Paper)로 연마한다.
또 c면은 회전와이어브러쉬 (Wire Brush)로 코팅고무면을 가볍게 버핑(Buffing)하며 범포의 손상이 없도록 주의한다. (a : 약20㎜)
- 접착면 및 밴드부 카버고무를 용제(Toluene)로 닦고 특히 기름 및 먼지 등에 오염되지 않도록 주의한다.
-
벗긴 면(c)와 카버고무 밴드부 (a), (b) 부분에 지정된 접착액을 2~3회 균일하게 도포한다. (1회 도포후 완전히 재도포 한다.)
-
접착액을 칠한 부분을 건조시킨다.
자연건조하는 경우에는 직사광선이 닿지 않도록 한다. 야간, 우천 등 습도가 높을 때에는 적외선 전구 또는 송풍기 등으로 건조한다. 단 적외선 전구 사용시에는 200㎜이상 떨러지게 하여 급격한 건조를 피한다. 첩착액 건조상태 판정은 접착액 칠한 부분을 손가락으로 눌러 접착액이 묻지 않을 정도가 좋다. 먼지등 기타 부유물에 묻지 않도록 완저히 차단하여야 한다.
-
접합면에 두께 0.5~0.6㎜의 접착고무를 부착한다. (NN-250 EP-250 이상에 대해서는 양쪽 접착면에 부착한다.
-
접착고무 부착면에 기포를 완전히 제거하기 위해 스티처 또는 핸드롤라(Hand Roller)로 압착한다.
-
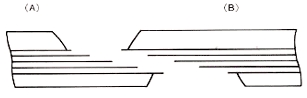
그림과 같이 (A) 부분을 콘베어벨트의 중앙부에 놓고 (B)를 (A)위에 얹어 심체접합부분이 튀어나오지 않게 포갠다.
-
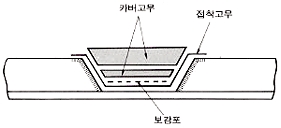
상 ·하밴드부에는 접착고무를 부착 후 보강포를 붙이고 다음이 카버고무를 붙여 핸드롤라 (Hand Roller)로 접합부분을 눌러준다.
- 밴드부의 남은 카버고무는 잘라내고 공기집이 있으면 침으로 찔러 공기를 빼준다.